|
Студентський гурток інженерного спрямування |
|
|||||
|
Моделювання
Складних Інженерних Систем із
застосуванням 3D технологій |
||||||
|
кафедра
лазерної техніки та фізико-технічних технологій Інститут матеріалознавства
та зварювання ім. Є. О. Патона Керівник
гуртка: Віктор Дубнюк |
||||||

|
О. А. Савченко, студент гр. МП-62-2 Розробка
вузла юстирування лінзи позитивної із застосуванням циліндричних пружин
стискання та його моделювання
Метою
виконання даної проектно-конструкторської роботи було проведення моделювання
вузла юстирування. Функціонально даний вузол має забезпечувати качання
оптичної деталі навколо двох осей та переміщення вздовж третьої вісі.
Юстирувальні елементи вузла мають використовувати деталі з внутрішнім
(молекулярним) тертям. Оптичною деталлю, що закріплюється роз’ємно у даному
вузлі, є позитивна плоско-опукла лінза діаметром 58 мм, товщина по краю
3 мм, радіус кривизни поверхні заломлення 51,24 мм. У якості
елементів з внутрішнім (молекулярним) тертям заплановано використати три
циліндричні пружини стискання з відповідним чином сформованими торцевими
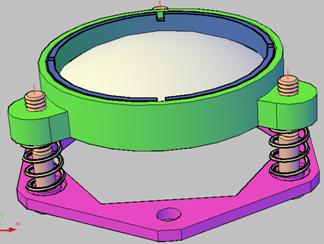
витками. Результатом
проектування є конструкція вузла, яка складається з лінзи позитивної 1,
оправи 2, кільця різьбового 3, основи 4, гвинтів юстирувальних 5 та пружин 6
(рис. 1).
Рис. 1. Кресленик вузла
юстирування лінзи: 1 – лінза позитивна; 2 – оправа; 3 – кільце різьбове; Лінза
позитивна 1 закріплена у оправі 2 різьбовим кільцем 3. З метою
зменшення радіальних розмірів елементів закріплення лінзи позитивної
застосовується малий крок різьби у з’єднанні, а саме 0,25 мм. Юстирування
здійснюється трьома гвинтами 5 та циліндричними пружинами
стиснення 6, які підібрано заздалегідь. Гвинти 5 проходять через отвори
оправи 2 та вкручуються у отвори основи вузла 4, поєднуючи їх у
єдиний вузол. Задля закріплення розробленого вузла у оптичній систему
пристрою у основі 4 виготовлено три циліндричних отвори діаметром
6 мм. Позиціонування
(юстирування) лінзи позитивної 1 відбувається трьома гвинтами
юстирувальними 5, які розташовано під кутом 120° один до одного. Тоді
зрозуміло, що осі навколо яких відбувається поворот оптичної деталі, також
розташовано під кутом 120°. Таких осей у конструкції три, кути між ними дорівнюють
60°, що не завжди зручно при проведенні процесу юстирування. Але з іншого
боку саме таке розташування юстирувальних елементів й, відповідно, осей
качання оптичної деталі забезпечує простішу та симетричну конструкцію
пристрою. Для
можливості проведення більш точного позиціонування лінзи доцільніше
застосовувати гвинти юстирувальні з якомога меншим кроком різьби, що
забезпечило б більш плавне нахилення оправи разом із оптичною деталлю навколо
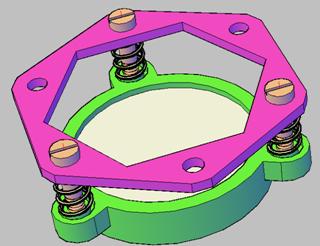
відповідної осі юстирування. Конструювання
та розробка твердотілих моделей деталей пристрою юстирування (рис. 2)
відбувались із застосуванням програми AutoCAD. Деталі виготовлено на 3D‑принтері,
який здійснює друк за технологією Моделювання Додаванням Розплавленого
Матеріалу (Fused Deposition Modeling (FDM)).
Рис. 2. Спроектований
пристрій юстирування лінзи з боку: а) оптичної деталі; б) юстирувальних
елементів Друк
деталей (рис. 3) тривав близько 2 годин, при цьому було витрачено всього
6,1 м пластикового дроту діаметром 1,75 мм (табл. 1). Таблиця
1. Витрати часу та матеріалу на виготовлення деталей вузла
Застосовувався
пластиковий дротовий матеріал для 3D друку – філамент – виготовлений з
АБС-пластику (АкрилонітрилБутадієнСтирол; ABS – Acrylonitrile Butadiene
Styrene). Для друку на 3D-принтері пластик розігрівається до температури
240°С. Матеріал нетоксичний, довговічний, вологостійкий, має великий діапазон
робочих температур (‑40…+90°С) та гарні механічні властивості,
ударостійкість та пружність.
а б Рис. 3. Роздруковані на
3D-принтері деталі: а) оправа; б) основа
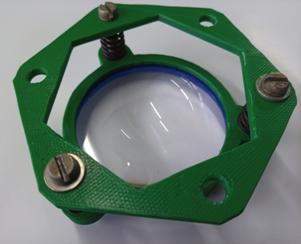
(ліворуч) та кільце різьбове (праворуч) Таким
чином, під час виконання даної проектно-конструкторської роботи було
спроектовано та виготовлено тривимірну діючу модель пристрою юстирування
лінзи позитивної (рис. 4). Студентами набуто практичних навичок з
проектування оптико-механічного вузла та визначено переваги та недоліки даної
конструкції приладу. Також визначено шляхи щодо модернізації конструкції
задля усунення виявлених недоліків.
а б Рис. 4. Роздрукована
модель пристрою юстирування з боку: а) лінзи; б) юстирувальних елементів |
|||||||||||||||||||
|
|
|||||||||||||||||||



Copyright © 2021 Victor L. Dubniuk При
використанні матеріалів сайту необхідно погодження та посилання