|
Студентський гурток інженерного спрямування |
|
|||||
|
Моделювання
Складних Інженерних Систем із
застосуванням 3D технологій |
||||||
|
кафедра
лазерної техніки та фізико-технічних технологій Інститут
матеріалознавства та зварювання ім. Є. О. Патона Керівник
гуртка: Віктор Дубнюк |
||||||

|
О. С. Гарбарчук, студент гр.
МП-62-2 Проектування
та виготовлення пристрою юстирування
|
|||||||||||||||||||

|
Позиція |
Найменування |
Час друку, хвилин |
Витрати філаменту,
мм |
|
2 |
оправа |
45,33 |
2550 |
|
3 |
планка (3 деталі) |
48,25 |
169 |
|
4 |
основа |
2540 |
|
|
Загалом |
93,58 ≈ 1,5 години |
5259 ≈ 5,3 метри |
|
Філамент
(пластиковий дротовий матеріал для 3D друку) – АБС (АкрилонітрилБутадієнСтирол)
[ABS – Acrylonitrile Butadiene
Styrene]. АБС не має чіткої температури плавлення.
Для друку на 3D принтері пластик розігрівається до температури 240°С.
Матеріал нетоксичний, довговічний, вологостійкий, великий діапазон робочих
температур (‑40…+90°С), має гарні механічні властивості, ударостійкість
та пружність. Для більшої наочності деталі друкувались з філаменту
різних кольорів (рис. 2).


а б
Рис. 2. Роздруковані на
3D-принтері деталі: а)
оправа; б) основа з планками
З
метою зменшення габаритів вузла юстирування регулювальні гвинти замінено на
більш короткі але з напівсферичною головкою (рис. 3). Гвинти для
закріплення дзеркала у оправі застосовано з конічною потайною голівкою.
Недоліком застосування стандартних гвинтів з накатаною різьбою є поганий стан
торцевої поверхні, що контактує з оправою оптичної деталі, та завеликий крок
різьби. Ці два недоліки надзвичайно ускладнюють процес юстирування.
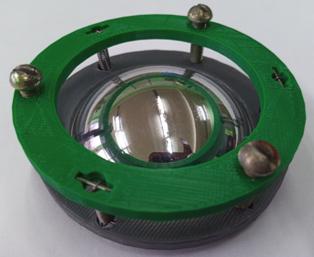

а б
Рис. 3. Вид пристрою
юстирування з боку: а) юстирувальних елементів; б) дзеркала сферичного
Таким
чином, під час виконання даної проектно-конструкторської роботи було
спроектовано та виготовлено тривимірну діючу модель пристрою юстирування
дзеркала сферичного. Студентами набуто практичних умінь з конструювання оптико-механічних
вузлів та визначено переваги та недоліки даної конструкції приладу. Також
визначено шляхи щодо модернізації конструкції задля усунення виявлених
недоліків.
Copyright © 2021 Victor
L. Dubniuk При використанні
матеріалів сайту необхідно погодження та посилання