|
Студентський гурток інженерного спрямування |
|
|||||
|
Моделювання
Складних Інженерних Систем із
застосуванням 3D технологій |
||||||
|
кафедра
лазерної техніки та фізико-технічних технологій Інститут матеріалознавства
та зварювання ім. Є. О. Патона Керівник
гуртка: Віктор Дубнюк |
||||||

|
О. І. Горобець, завідувач лабораторіями; Д. І. Стоянов,
студент гр. МП-62-2 Про
досвід використання та правила безпечної експлуатації 3D‑принтера
На
кафедрі лазерної техніки та фізико-технічних технологій (ЛТФТ)
механіко-машинобудівного інституту КПІ ім. Ігоря Сікорського другий рік у
навчальному процесі та у позанавчальний час використовується 3D-принтер, який
здійснює друк за технологією Моделювання
Додаванням Розплавленого Матеріалу (Fused
Deposition Modeling (FDM))
(рис. 1). 3D-принтер
застосовується для реалізації результатів проектно-конструкторської роботи
студентів під час вивчення спеціальних навчальних дисциплін з освітньої програми
Лазерна техніка та комп'ютеризовані
процеси фізико-технічної обробки матеріалів, зокрема, з дисципліни
«Основи проектування оптико-механічних вузлів». Під час вивчення цієї
дисципліни студенти виконують розрахунково-графічну роботу (РГР), метою виконання
якої є закріплення теоретичних знань
з проектування оптико-механічних вузлів та розвинення творчих здібностей
студентів; надбання досвіду розрахунку та конструювання оптичних деталей;
оправ для їх закріплення та вузлів юстирування.
Рис. 1.
Загальний вигляд 3D-принтера Задля підвищення ефективності навчання, перевірки
на працездатність спроектованих вузлів та більшої зацікавленості студентів у
результатах виконання РГР, кращі проекти пропонується друкувати на 3D-принтері. Таким чином, студенти
можуть бачити результати своєї конструкторської діяльності. Також
3D-принтер
застосовується у роботі студентського науково-технічного гуртка «Моделювання складних інженерних систем із
застосуванням 3D технологій» (МСІС),
який нещодавно розпочав свою діяльність на кафедрі ЛТФТ КПІ ім. Ігоря
Сікорського. Під час експлуатації 3D-принтера у студентів та викладачів виникає питання
щодо його безпечного застосування. Тому й виникла потреба у написанні даної
статті. Аналізуючи багаторічний досвід експлуатації 3D-принтера та інформацію з всесвітньої мережі можна
виділити такі небезпечні фактори [[i]]: 1) ураження електричним струмом; 2)
термічна небезпека; 3) пожежна небезпека; 4) рухомі елементи механізмів; 5) випаровування та деструкція пластикового
філаменту. Розглянемо названі фактори докладно. 1. Ураження електричним струмом. Як
й усі інші прилади, 3D-принтер живиться від електричної мережі, тому ураження
електричним струмом найімовірніша небезпека. При правильній експлуатації
приладу цього відбутись не може. Але у випадку пошкодження ізоляції дротів,
які живлять рухомі частини принтера, на корпус може попадати електрична
напруга, зазвичай у 12…24 В та сила струму не більше 0,5 А.
Необхідно пам’ятати, що небезпечним для життя є струм величиною 50 мА. Ремонт
та заміну деталей або очищення від бруду та залишків пластику мають проводити
кваліфіковані працівники. Під час обслуговування та проведення профілактичних
робіт принтер необхідно від’єднувати від електричної мережі. Деякі
виробники 3D-принтерів застосовують для живлення нагрівальної поверхні
робочого столу напругу 220 В, а декотрі знижують її до 24 В,
вважаючи це безпечнішим при експлуатації. Але при однаковій потужності
нагрівання столу зменшення напруги призводить до збільшення сили струму, що
робить процес більш небезпечним. У
будь-якому випадку, усі дроти, клеми та місця їх з’єднань мають бути надійно
ізольовані, електричні елементи закриті всередині корпусу або захищені
кожухами. 2. Термічна небезпека. У
3D-принтера, що використовує технологію
FDM друку, є два вузла зі значно підвищеною температурою – екструдер та
робочий стіл. Екструдер
оснащений електронагрівальним елементом, завдання якого перевести твердий
філамент у рідкий стан для подальшого його витискання через отвір сопла та
додавання до вирощуваної моделі. Температура екструдера під час виготовлення
моделі становить 170…300ºС, в залежності від типу застосованого для
друку пластикового філаменту. Цей вузол достатньо добре захищений кожухом або
корпусом, тому під час друку отримати опіки саме від екструдера майже неможливо.
А після завершення друку така можливість значно підвищується тому, що
відбувається відведення екструдера від виготовленої моделі з метою видалення
її з робочого стола. Поверхня
робочого столу представляє більшу небезпеку, головне, з причини більшої доступності.
Оснащується стіл електронагрівальним елементом задля надійного утримання
моделі, що виготовляється, увесь час її вирощування. Ця поверхня нагрівається
до температури 60…110ºС (в залежності від філаменту). Вона має значні
розміри (220×220 мм) і лише незначна її частина може бути зайнята
моделлю, а вільна – представлятиме значну термічну небезпеку. Таким
чином, захист від температурного впливу передбачає невтручання у процес під
час друку виробів, а після завершення необхідно дочекатись охолодження екструдера
та робочого столу до температури, що дозволяє безперешкодно видалити
надруковану модель з принтера. Цю умову дуже просто виконати тому, що принтер
оснащений датчиками, які контролюють температуру екструдера та столу. У
поодиноких випадках, коли необхідно очистити від залишків філаменту хотенд
(нагрітий сопловий кінець екструдера), необхідно використовувати спеціальний
інструмент та засоби індивідуального захисту рук, а також, поводитись дуже
обережно та обачно. 3. Пожежна небезпека Перша
причина виникнення пожежі, це порушення нормальної роботи електричної
складової приладу, що може призвести до короткого замкнення та перегрівання
деяких елементів схеми. Як
приклад, можна привести вихід з ладу датчика контролю температури екструдера,
що призведе до його перегрівання та підпалу філаменту (температура займання
пластику PLA становить усього
близько 388ºС). Друга
причина – наявність вузлів, що за технологією нагріваються до значних
температур. Поруч із принтером можуть знаходитись паперові вироби та горючі
рідини, що мають низьку температуру займання та можуть випадково контактувати
з гарячими частинами приладу. Тому
запобігання пожежі передбачає своєчасний технічний огляд, нормальний
технічний стан приладу та підтримання порядку поблизу принтера та у
приміщенні в цілому. А головний захід запобігання пожежі – не залишати
пристрій без нагляду. 4. Рухомі елементи приладу. 3D-принтери
мають багато рухомих частин – шагові двигуни, зубчасто-пасові передачі,
гвинтові механізми, циліндричні напрямляючі стрижні, каретки (рис. 2),
вентилятори тощо. Зазвичай, електромеханічні приводи, застосовані у принтерах
мають зовсім невелику потужність, що унеможливлює отримання якихось значних
пошкоджень людиною. Скоріш за все втручання людини може призвести до порушення
процесу друку чи пошкодження механізмів.
Рис. 2. Рухома каретка з
екструдером в процесі 3D‑друку Але
все ж таки не треба допускати контакту людини з рухомими частинами принтера під
час його роботи. Не можна намагатись підправити модель, що сповзає зі столу,
підштовхнути каретку або прибрати шматок зайвого філаменту. Такі дії можуть
призвести до потрапляння частини одягу, волосся чи кінцівки у рухомі елементи
приводів та заподіяти деякої шкоди людині та приладу. Необхідно
працювати біля принтера у одязі, що щільно прилягає, та стежити за волоссям
задля запобігання попадання у механізми приладу. Якщо ж таке трапилось,
необхідно негайно вимкнути принтер та намагатися вручну, переміщуючи рухомі
елементи механізмів, звільнити затиснутий одяг чи частини тіла. Також
варто заздалегідь потурбуватись про розміщення котушки з витратним
матеріалом, щоб не відбувалось його заплутування й, у подальшому, філамент не
зачепився за сторонні предмети та не пошкодив принтер чи ті самі предмети. 5.
Випаровування та деструкція пластику. Для 3D-друку застосовується пластиковий дротовий
матеріал – філамент. Філамент виготовляється з різних полімерних матеріалів.
Виходячи з технологічних, експлуатаційних та економічних показників під час
друку використовувались два типи пластикового філаменту – ABS та PLA. Пластик АБС (АкрилонітрилБутадієнСтирол) [ABS – Acrylonitrile Butadiene Styrene]. Пропорції компонентів варіюються у межах:
15…35 % акрилонітрилу, 5…30 % бутадієну та 40…60 % стиролу.
Матеріал не має чіткої температури плавлення, нетоксичний, довговічний (при
відсутності прямого сонячного проміння та ультрафіолету), вологостійкий, має
великий діапазон робочих температур (‑40…+90°С), має гарні механічні
властивості, ударостійкий та пружний. Пластик ПЛА (Полілактид) [PLA
– PolyLactic Acid], що
розкладається біологічно, виготовлений на основі молочної кислоти.
Виробляється з цукрової тростини, кукурудзи, картопляного крохмалю або
целюлози. Є дуже популярним для друку тому, що не змінює розмірів при
охолодженні (не має усадки), що дозволяє отримувати моделі точних розмірів.
Не потребує підігріву робочого столу принтера. Нетоксичний та не має
неприємного запаху. Твердий та міцний, але під впливом повітря та ультрафіолету
швидко втрачає свої властивості, стає крихким. Має низьку температуру
плавлення та вузький температурний діапазон використання. Для даної моделі 3D-принтера застосовується філамент
діаметром 1,75 мм. Основні термічні, технологічні, механічні та експлуатаційні
характеристики найбільш застосованого філаменту наведено у табл. 1 [[ii]], а параметри налаштування принтера
для друку – у табл. 2. Таблиця 1. Термічні, технологічні,
механічні та експлуатаційні характеристики філаменту
Таблиця 2. Параметри друку
філаменту
Розглянемо
окремі компоненти з яких отримується шляхом полімеризації АБС пластик. Акрилонітрил
(ціаністий вініл, вінілоціанід) – відноситься до 2-го класу небезпеки
(високонебезпечних) сильнодіючих отруйних речовин. Здатний викликати
алергічні захворювання, канцероген. Гранично допустима концентрація (ГДК) у
повітрі робочої зони: максимальна разова 1,5 мг/м³, середньодобова
0,5 мг/м³. Бутадієн
(дівініл) – газ з характерним неприємним запахом. У повітрі з концентрацією
1,6…10,8 % за об’ємом утворює вибухонебезпечну суміш. ГДК у повітрі
робочої зони: 100 мг/м³. Стирол
(фенілетилен, вінілбензол, стирен) – отрута загально токсичної дії, що має
подразнювальну, мутагенну та канцерогенну дію та має дуже неприємний запах.
Вдихання парів стиролу загрожує гострими та хронічними захворюваннями. Ця
речовина негативно впливає на функцію печінки та нирок, на кровоносну та
нервову системи. Тривалий вплив стиролу на організм людини загрожує катарами
дихальних шляхів, подразненням шкіри та слизових оболонок, зміною складу
крові, порушеннями функції вегетативної системи. ГДК становить: у робочій
зоні 30 мг/м³; середня за зміну в робочій зоні 10 мг/м³;
максимальна разова 0,04 мг/м³; середньодобова 0,002 мг/м³; водних
об’єктів 0,02 мг/л. Виходячи
з опису компонентів для виготовлення АБС пластику можна зробити висновок, що
це дуже небезпечні речовини, і кожний з них може нанести значної шкоди
здоров’ю людини. Це гарно видно з позначень цих речовин згідно стандарту NFPA 704
[[iii]],
що підтримується американською організацією National Fire Protection
Association (NFPA) та визначає так званий Fire Diamond, який використовується персоналом
аварійних служб для швидкого визначення ризиків, пов’язаних з рядом
небезпечних матеріалів та допомагає визначити, яке спеціальне обладнання,
процедури та запобіжні заходи слід використовувати при першій допомозі та
надзвичайних ситуаціях (рис. 3). Водночас,
аналізуючи дані досліджень наведених у деяких джерелах, можна зробити
висновки про те, що концентрація пилових часток пластику в повітрі навколо
працюючого 3D-принтера значно менше ГДК (табл. 3) [1]. Таблиця 3. Результати вимірювання концентрації пластику
Згідно
з нормативною документацією ГДК становить 0,50 мг/м³. Таким чином,
ці дослідження доводять, що концентрація у повітрі часток пластику значно
нижче гранично допустимих концентрацій та експлуатація 3D-принтера може проходити у
закритому приміщенні й жодним чином не наносити шкоди здоров’ю людини. До
таких самих висновків можна прийти й з особистого досвіду авторів даної
роботи. Розглянемо це на прикладі друку вузла, який складається з великої
кількості деталей та потребує багато часу на друк. Загальний час друку всіх
деталей цього вузла становив майже 17 годин, було витрачено близько
58 метрів філаменту, що становить об’єм пластику 139,5 см3
(майже 140 мл). Враховуючи густину АБС-пластику (1,02…1,06 г/см3),
маса надрукованих деталей становить близько 145 гр. Принтер встановлено
у приміщенні площею 40 м2 та об’ємом майже 120 м3. Враховуючи
те, що АБС-пластик десь на 50 % складається зі стиролу, легко
підрахувати, що для синтезу 145 гр цього пластику знадобиться близько
72,5 гр стиролу. Якщо навіть увесь цей стирол випарувати одночасно у
даному приміщенні, отримаємо концентрацію у 0,6 гр/м3, що
майже відповідає середній за зміну ГДК. Зрозуміло, що такої кількості
випаровувань стиролу з такої кількості пластику утворитись не може, тим
більше, що друк деталей відбувається на протязі великого проміжку часу. Тому
навіть звичайного обміну повітря в приміщенні без примусової вентиляції
достатньо для того, щоб не призвести до будь-якого значного забруднення
повітря приміщення лабораторії.
Рис. 3.
Позначення небезпеки за стандартом NFPA 704 компонентів АБС пластику та
ПЛА:
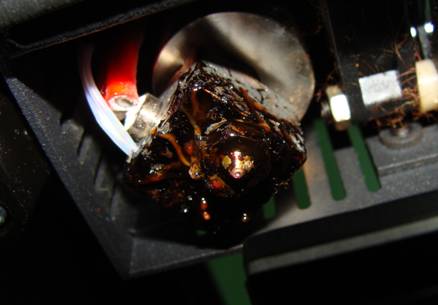
Зрозуміло,
що під час процесу виготовлення моделей з пластику відбувається часткова
деструкція матеріалу. Це добре видно на хотенді екструдера (рис. 4), на
який потрапляє філамент і, нагріваючись до значних температур, розкладається
з утворенням небезпечних речовин, про що свідчить чорний наліт оплавлених
залишків пластику на металевих деталях екструдера.
Рис. 4. Вигляд хотенду
екструдера після тривалого використання Таким
чином, підсумовуючи наведене вище необхідно пам’ятати, що при використанні 3D‑принтера
слід дотримуватись техніки безпеки та використовувати його за призначенням.
Неправильне використання будь-якого приладу може призвести до важких та
неприємних наслідків. Сформулюємо
Основні правила безпечної експлуатації
3D-принтера: 1. Приміщення
має бути достатньо пожежобезпечним. Якщо це навчальне приміщення, то воно має
бути оснащено відповідним чином. Пожежна сигналізація, датчики диму та вогню,
вогнегасники є необхідними засобами своєчасного попередження та успішного
подолання пожежі. 2. Встановлювати
прилад у добре вентильованому приміщенні. 3. Встановлювати
на рівній та нехиткій поверхні. 4. Перед
підключенням до електричної мережі необхідно перевірити чи не пошкоджено
ізоляцію та кожухи дротів, що з’єднують рухомі частини принтера з нерухомими. 5. Під
час роботи не торкатись руками, інструментами та іншими предметами рухомих та
нагрітих частин приладу. Краще взагалі не торкатись, дати можливість
безперешкодно виконувати завдання. Це запобігатиме термічному та фізичному
травмуванню людини, а головне, тендітні частини пристрою не зазнають
пошкоджень. 6. Після
завершення друку необхідно обов’язково дочекатись повного охолодження
робочого стола та екструдера та лише після цього проводити видалення
надрукованих моделей. 7. Підтримувати
прилад у належному технічному стані, проводити технічне обслуговування
елементів приводів, змащувати напрямні, перевіряти надійність фіксації
деталей у робочому положенні, слідкувати за натягненням пасів тощо. 8. Тримати
прилад у чистоті, регулярно проводити роботи з очищення усіх елементів
приладу від пилу, залишків філаменту та інших забруднень. 9. Забороняється
ставити на прилад будь-які предмети. 10. Необхідно
пам’ятати, що деякі матеріали з яких виготовляється філамент є дещо
небезпечними для людини. Під час вибору матеріалу необхідно уважно
ознайомитись з його призначенням, температурними режимами та користуватися
лише перевіреними виробниками матеріалів для друку. 11. Не
рекомендується залишати сторонніх людей, які не ознайомлені з правилами
безпечного користування приладом, з працюючим принтером без нагляду. 12. Не
залишайте працюючий прилад без догляду. Дотримання
цих простих правил користування та інструкції експлуатації 3D-принтера буде
гарантією безпеки у навчальному приміщенні, офісі та в оселі. З
наведеного вище зрозуміло, що 3D-принтер, як й будь-який прилад може нанести
шкоду людині. Але нехай це не стане приводом відмовитись від його
використання, а причиною замислитись над технікою безпеки. Зокрема, з увагою
поставитися до організації робочого місця, вивчення конструкції принтера та
керівництва з експлуатації та дотримуватися елементарних заходів безпеки.
Тоді замість проблем 3D-принтер буде приносити лише радість творіння та
позитивні емоції. Інформаційні джерела: 1.
www.3dpulse.ru/news/interesnoe-o-3d/potentsialnye-opasnosti-3d-printera-chast-1/. 2. https://top3dshop.ru/blog/podrobnyj-gid-po-vyboru-plastika-dlja-3d-pechati.html. 3. https://uk.wikipedia.org
› wiki › NFPA_704. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||






Copyright © 2021 Victor L. Dubniuk При
використанні матеріалів сайту необхідно погодження та посилання