|
Студентський гурток інженерного спрямування |
|
|||||
|
Моделювання
Складних Інженерних Систем із
застосуванням 3D технологій |
||||||
|
кафедра
лазерної техніки та фізико-технічних технологій Інститут матеріалознавства
та зварювання ім. Є. О. Патона Керівник
гуртка: Віктор Дубнюк |
||||||

|
Г. С. Моісеєнко, студент Університету Прикладних Наук, м. Гоф, Німеччина (Hochschule Hof; Hof University
of Applied Sciences); С. В. Яновська Проектування
двокомпонентної системи перетворення лазерного проміння
На
кафедрі лазерної техніки та фізико-технічних технологій
механіко-машинобудівного інституту КПІ ім. Ігоря Сікорського викладається
навчальна дисципліна «Основи проектування оптико-механічних вузлів» під час
вивчення якої, студенти виконують розрахунково-графічну роботу (РГР). Метою
виконання РГР є закріплення теоретичних знань з конструювання, надбання
досвіду розрахунків та конструювання оптичних деталей; оправ для їх
закріплення; елементів юстирування; проектування оптико-механічних вузлів та
розвинення творчих здібностей студентів. Відповідно до мети РГР кожен студент
отримує індивідуальне завдання на проектування оптико-механічного вузла та
має розробити складальний кресленик, ескізи та кресленики деталей цього
вузла. Задля
підвищення ефективності навчання, перевірки на працездатність спроектованих
вузлів та більшої зацікавленості студентів у результатах роботи, кращі
проекти друкуються на 3D-принтері. Таким чином, студенти можуть бачити
результати своєї проектно-конструкторської праці та потримати в руках витвір
своєї інтелектуальної діяльності. У
даній статті наведено приклад інтелектуального та винахідливого підходу для
вирішення навчального індивідуального завдання. Згідно завдання на РГР
необхідно провести попередній розрахунок оптичної системи, розрахунок та
конструювання позитивної та негативної лінз, конструювання оправ для їх
закріплення, спроектувати вузол юстирування негативної лінзи та поєднати
розраховані та спроектовані елементи у єдиний оптичний вузол. Вузол
юстирування негативної лінзи має забезпечувати якнайменше три юстирувальних
рухи – зміщення лінзи вздовж осі симетрії вузла (вісь Z) та качання відносно
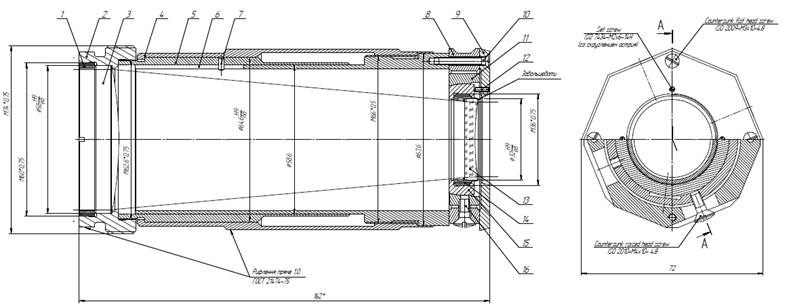
двох поперечних осей (X та Y). Розглянемо
докладніше результат виконання індивідуального завдання з проектування
оптико-механічного вузла (рис. 1). У склад вузла входять дві лінзи –
лінза позитивна 3, яку закріплено у оправі 2 кільцем
різьбовим 1, та лінза негативна 13, яку завальцьовано
у оправі 14. Оправи лінз з’єднано у єдину конструкцію набором тубусів 4,
5 та 6.
Рис. 1.
Двокомпонентний оптико-механічний вузол для перетворення лазерного проміння: 1 –
кільце різьбове; 2 – оправа лінзи позитивної; 3 – лінза позитивна; 4 – тубус
зовнішній; 5 – тубус проміжний; 6 – тубус внутрішній; 7 – штифт; 8 – кільце
зовнішнє; 9 – шайба; 10 – гвинт; 11 – втулка сферична; 12 – гвинт
юстирувальний; 13 – лінза негативна; 14 – оправа лінзи негативної; 15 –
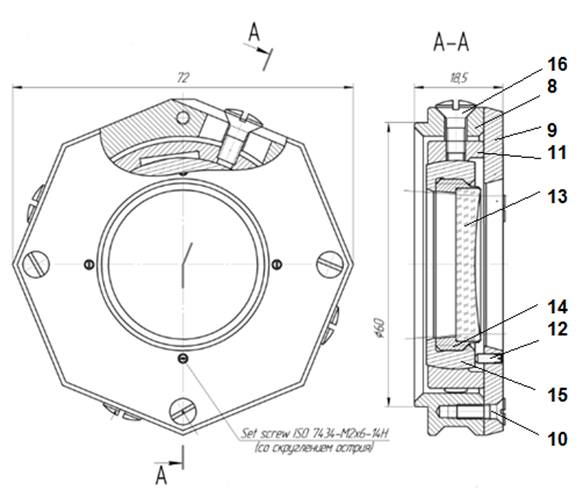
корпус сферичний; 16 – гвинт юстирувальний Основним
завданням при розробці дизайну юстирувального вузла негативної лінзи було
застосування спряжених сферичних поверхонь, які б дозволяли нахиляти лінзу відносно
центру кривизни навколо будь-якої осі, що розташована перпендикулярно осі
симетрії оптичного вузла. У
розробленому вузлі такими деталями зі спряженими сферичними поверхнями є
втулка сферична 11 та корпус сферичний 15 (рис. 2). У корпусі
сферичному встановлено оправу 14 разом із лінзою негативною 13.
Важливо відзначити, що задля запобігання паразитних рухів лінзи під час
проведення операції юстирування, центр кривизни сферичних поверхонь
розташовано у оптичному центрі передньої заломлюючої (у даному випадку
пласкої) поверхні лінзи негативної 13. Юстирувальні качання лінзи
негативної навколо осей X та Y здійснюють дві пари гвинтів 12. Саме
гвинти 12 конструкційно визначають положення
двох юстирувальних осей X та Y у просторі – осі проходять через відповідну
пару гвинтів перпендикулярно одна одній. Конструкцією
вузла юстирування передбачено додаткові переміщення лінзи негативної 13
вздовж осей X та Y. Для цього втулку сферичну 11 встановлено всередині
кільця зовнішнього 8 за допомогою двох пар гвинтів 16. Попарно
вкручуючи та викручуючи гвинти 16 можна здійснювати невеликі переміщення
лінзи негативної 13 вздовж осей X та Y з метою встановлення оптичного
центру передньої заломлюючої поверхні лінзи негативної на вісь симетрії
вузла. І
не менш важливою деталлю є шайба 9, яка закріплена гвинтами 10 на
кільці зовнішньому 8 та забезпечує єднання усіх елементів вузла
юстирування, зокрема, обмеження повороту корпусу сферичного 15 та
функціонування гвинтів юстирувальних 12. Таким
чином, вузол юстирування забезпечує чотири рухи лінзи негативної 13
відносно лінзи позитивної 3 – качання навколо та переміщення вздовж двох
осей X та Y. Ще
один обов’язковий за завданням на РГР юстирувальний рух – переміщення
негативної лінзи вздовж осі Z, що співпадає з віссю симетрії вузла –
здійснюється набором тубусів (рис. 1). Тубуси 5 та 6, відповідно,
нерухомо з’єднано з лінзами 3 та 13, можуть переміщуватись відносно один
одного вздовж осі Z, але не можуть навколо неї обертатись завдяки наявності
штифта 7. Штифт 7 закріплено нерухомо у тубусі проміжному 5 та
вставлено у повздовжній паз тубуса внутрішнього 6. Переміщення тубусів 5
та 6 відносно один одного відбувається за допомогою тубуса
зовнішнього 4. При обертанні тубуса зовнішнього 4 навколо його осі,
він рухається по різьбі на тубусі внутрішньому 6, що призводить до
взаємного переміщення тубусів 5 та 6 і, відповідно, до переміщення позитивної
та негативної лінз вздовж осі Z – це п’ятий юстирувальний рух у розробленому
оптико-механічному вузлі. У
конструкції вузла широко застосовано роз’ємне з’єднання – метрична різьба –
для зручного та швидкого складання деталей, що особливо важливо у випадку
демонстрації елементів конструкції студентській аудиторії. І саме зовнішня
метрична різьба на оправі лінзи позитивної використовується для встановлення
та закріплення розробленого вузла у механізмі для якого він створений. Усі
різьбові з’єднання не мають витримувати великих механічних навантажень, тому
у металевій конструкції вузла запроектовано застосовувати крок різьби
невеликий. Це вирішує дві проблеми: 1) за рахунок малої висоти профілю різьби
забезпечується мініатюризація конструкції; 2) у вузлі юстирування
підвищується точність переміщення рухомих деталей.
Рис. 2. Конструкція
вузла юстирування негативної лінзи з використанням сферичних поверхонь Дизайн
даного оптико-механічного вузла є аутентичним і, відповідно, було прийнято
рішення для його моделювання. Задля успішного прототипування
у дизайн вузла необхідно внести важливі зміни. По-перше, з причини
відсутності можливості виготовити якимось чином оптичні деталі – лінзи
позитивну та негативну – перероблено конструкцію під наявні лінзи. Ці лінзи
обидві позитивні, відрізняються величиною фокусної відстані та геометрією.
Відповідно потребували перероблення майже усі деталі оптико-механічного вузла
– від оправ лінз до з’єднувальних тубусів. По-друге, в усіх різьбових
з’єднаннях необхідно значно збільшити крок різьби, інакше роздрукувати деталі
з якісно виконаною та функціональною різьбою немає жодної можливості.
По-третє, деякі деталі отримали нову конфігурацію, що пояснюється саме друком
на 3D-принтері, особливості якого дозволяють робити «заборонені» при
«звичайному» виготовленні – з видаленням зайвого матеріалу – речі. І
четверте, необхідно враховувати значно меншу міцність пластикових
надрукованих деталей порівняно з металевими, тому стінки пластикових деталей
треба дещо збільшувати. Результатом
перероблення оптико-механічного вузла для друку на 3D-принтері вийшла
конструкція (рис. 3), що значно відрізняється за конфігурацією, але,
головне, збережені попередньо закладені принципи та призначення. Позиціями
вказано деталі, що друкуватимуться.
Рис. 3.
Оптико-механічний вузол модернізований для проведення моделювання Друкувались
деталі вузла з філаменту різного кольору для більш
легкого та наочного сприйняття дизайну конструкції. Філамент
(пластиковий дротовий матеріал для 3D-друку) – АБС (АкрилонітрилБутадієнСтирол)
[ABS – Acrylonitrile Butadiene
Styrene]. Пластик АБС не має чіткої температури
плавлення та для друку на 3D-принтері розігрівається до температури близько
240°С. Матеріал нетоксичний, довговічний (при відсутності прямого сонячного
проміння та ультрафіолету), вологостійкий, має великий діапазон робочих
температур (‑40…+90°С), характеризується гарними механічними
властивостями, ударостійкістю та пружністю. Діаметр філаменту
для застосованої моделі 3D-принтера становить 1,75 мм. Таблиця
1. Характеристики друкованих деталей та вузла в цілому згідно рис. 3
Загальний
час друку усіх деталей становив майже 17 годин, витрачено близько
58 метрів філаменту (табл. 1), що становить
об’єм пластику 139,5 см3 (майже 140 мл).
Враховуючи густину АБС-пластику
(1,02…1,06 г/см3), маса надрукованих деталей становить
близько 145 гр.
Рис. 4. Набір деталей
для моделювання оптико-механічного вузла Розглянемо
деякі особливості та тонкощі конструкції окремих деталей (рис. 4).
Кільце різьбове 1, окрім зовнішньої різьби, має дві пари пазів для
загвинчування його у оправу лінзи позитивної. Оправа лінзи позитивної 2
виготовлено із внутрішньою (для встановлення кільця різьбового) та зовнішньою
(для закріплення усього вузла) різьбою і, також, має обідок з рифленням для
встановлення вузла у прилад. На тубусі внутрішньому 3 добре видно
повздовжній паз задля попередження обертання його відносно тубуса
проміжного 5, в отвір якого вкручено гвинт, що входить у цей паз. Тубус
зовнішній 4 із зовнішньою рифленою поверхнею та внутрішньою різьбою
забезпечує осьове переміщення тубусів внутрішнього та проміжного вдовж осі вузла
з метою позиціонування лінз. Кільце зовнішнє 6 за допомогою внутрішньої
різьби закріплюється на тубусі проміжному 5. Всередині нього закріплено
втулку сферичну 7 за допомогою чотирьох гвинтів, що забезпечують
юстирувальні переміщення вздовж осей, перпендикулярних осі вузла. Внутрішня
сферична поверхня втулки сферичної 7 призначена для встановлення корпуса
сферичного 8 разом із оправою лінзи негативної 9. Корпус
сферичний 8 качається всередині втулки сферичної 7 за допомогою
спарених юстирувальних гвинтів (рис. 5).
Рис. 5. Зовнішній вигляд
роздрукованого оптико-механічного вузла Таким
чином, під час вивчення дисципліни «Основи проектування оптико-механічних
вузлів» та виконання РГР студенти мають можливість не лише провести
розрахунок та проектування вузлів, а й створити його модель з використанням
технології 3D-друку. Відбираючи кращі конструкції оптико-механічних вузлів,
що розроблено студентами, планується у подальшому створити набір аутентичних
дизайнів вузлів, на прикладі яких наступним поколінням студентів
демонструвати можливості самостійного мислення та можливостей технічної
творчості. |
||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||



Copyright © 2021 Victor
L. Dubniuk При
використанні матеріалів сайту необхідно погодження та посилання